
Language
Search

Pain Point:
For lubricating oil, turbine oil, and insulating oil manufacturers, oxidation stability is a core indicator of oil service life. Oxidation inevitably occurs when oil comes into contact with air during use — the longer the exposure and the higher the temperature, the deeper the oxidation, ultimately leading to increased acid value, higher viscosity, more sediment, darker colour, and shortened oil life. However, traditional oxidation stability test methods are time-consuming and operationally complex, making it difficult to meet the dual demands of efficiency and precision in R&D and quality control. More critically, many rotary bomb oxidation testers on the market still use consumer-grade microcontrollers or rely on external PCs for control, making them prone to system crashes, communication interruptions, or data loss during long-term operation. Conventional spur gear drive mechanisms suffer from severe wear and increased noise after extended use. Bomb body valves gradually develop leakage under high-speed rotation, leading to abnormal pressure curves and invalid tests. How can you achieve efficient, reliable, and automated oxidation stability testing while ensuring accuracy?
Our Solution:
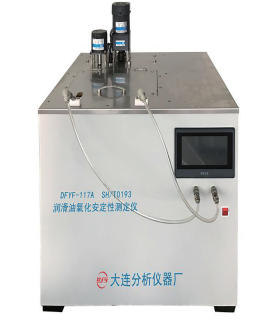
The DFYF-117A Lubricant Oxidation Stability Tester (Rotating Bomb Oxidation Test – RBOT) is designed and manufactured in strict accordance with SH/T 0193 and ASTM D2272 standards. The instrument uses an industrial-grade PLC as its core control system, paired with a 7-inch colour touch screen, achieving temperature control accuracy of ±0.1°C and a pressure range of 0–1.6 MPa. The rotating mechanism features a helical gear drive with a spring-stabilised structure for smoother gear engagement, lower noise, and extended service life. The bomb body connection valves use imported quick-connect rotary joint technology, ensuring zero leakage even during continuous rotation at 100 r/min. The instrument offers one-button full automation — automatic temperature control, automatic oxygen charging, automatic leak detection, automatic identification of pressure inflection points, and automatic test termination with data storage. The dual-bomb design supports parallel testing for repeatability and reproducibility verification.
Customer Value:
You no longer need to tolerate inaccurate data, low efficiency, or frequent equipment failures in oxidation stability testing. The DFYF-117A provides a comprehensive solution with industrial-grade PLC control, fully automated test procedures, imported sealing technology, and dual-bomb parallel testing — a reliable and cost-effective choice for rotary bomb oxidation testing.
Parameter | Value | Why It Matters to You |
Applicable Standards | SH/T 0193, ASTM D2272 | Dual compliance ensures global acceptance of test results |
Power Supply | AC220V ± 10%, 50Hz | Standard industrial power, operates reliably under voltage fluctuations |
Input Power | 3300W | Rapid heating to test temperature, minimising waiting time |
Temperature Range | Ambient ~ 199.9°C | Covers standard test temperatures (150°C for turbine oils, 140°C for mineral insulating oils) |
Temperature Control Accuracy | ±0.1°C | Ensures testing at precisely the standard-specified temperature |
Bomb Rotation Speed | 100 r/min | Strictly compliant with standard requirements, rotating at 30° angle to horizontal plane |
Stirring Motor | 1400 r/min | Ensures uniform temperature distribution in the bath |
Pressure Range | 0 ~ 1.6 MPa | Covers standard oxygen charging pressure (620kPa) and pressure drop measurement range |
Control System | Industrial-grade PLC + 7" touch screen | Stable and reliable with strong anti-interference capability, significantly reduces failure rate |
Test Configuration | Dual-bomb | Supports parallel testing for repeatability and reproducibility verification |
Drive Mechanism | Helical gear + spring-stabilised structure | Smooth gear engagement, low noise, extended mechanical life |
Sealing Technology | Imported quick-connect rotary joint | Zero leakage at high-speed rotation, rapid assembly/disassembly, improves operational efficiency |
Safety Protection | Over-temperature automatic power-off + automatic leak detection | Ensures operator and equipment safety |
Industrial-Grade PLC Control – Far More Stable than Microcontroller Solutions
Many competing products still use consumer-grade microcontrollers or rely on external PCs, which are prone to system crashes, communication interruptions, or data loss during long-term operation. The DFYF-117A uses an industrial-grade PLC as its core control system, paired with a 7-inch colour touch screen, achieving temperature control accuracy of ±0.1°C and a pressure range of 0–1.6 MPa. The PLC solution ensures stable operation even under continuous, high-temperature, and high-load laboratory conditions, significantly reducing the failure rate.
Helical Gear Drive + Spring-Stabilised Structure – Low Noise, Long Service Life
The reliability of the rotating mechanism is a common pain point for rotary bomb testers. Conventional products typically use spur gears, which suffer from severe wear, increased noise, and even compromised rotational speed stability (standard requirement: 100±5 r/min) after extended use. The DFYF-117A features a helical gear drive design combined with a spring-stabilised structure, providing smoother gear engagement, significantly longer mechanical life, and much lower operating noise than competing models. For laboratories running multiple tests daily, this translates into lower maintenance costs and less downtime.
Imported Quick-Connect Rotary Joint Technology – Eliminates Leakage at High Speeds
The sealing performance of the bomb body at 100 r/min high-speed rotation directly determines test validity. Many competitors gradually develop leakage at the valve connections after prolonged use, leading to abnormal pressure curves and invalid tests. The DFYF-117A uses imported quick-connect rotary joint technology on the bomb connection valves. It ensures zero leakage even during continuous high-speed rotation, while also facilitating rapid assembly and disassembly, thereby improving operational efficiency.
Fully Automated Test Procedure – Minimal Operator Intervention
Conventional and semi-automatic instruments require operators to manually record pressure inflection points and determine test end times. This is not only tedious but also introduces human error. The DFYF-117A achieves one-button full automation:
Set 150°C and click "Start Temperature Control" — automatic constant temperature maintenance;
Click "Automatic Oxygen Charging" — the instrument automatically pressurises to the target pressure (620kPa) in strict accordance with standard procedures;
After charging, automatic leak detection is performed;
Real-time pressure-time curve display, with automatic identification of the maximum pressure point and inflection point;
When the pressure drop meets the standard termination criteria (175kPa drop from maximum pressure), the test ends automatically, and the oxidation time, pressure data, and complete curve are stored.
The entire test process requires no continuous operator supervision, and the data is fully traceable — making it especially suitable for laboratories operating under ISO 17025 or other quality management systems.
Dual-Bomb Design + Small Coil Winder – Supports Parallel Testing
The DFYF-117A can run two tests simultaneously, allowing easy comparison of repeatability and reproducibility of parallel samples. It is supplied with a small coil winder to facilitate bomb preparation before testing (winding copper catalyst coils), saving valuable setup time. Compared to single-bomb or dual-bomb designs without integrated automation, our design better aligns with real-world laboratory workflows.
Comprehensive Safety Protection
The instrument features over-temperature automatic power-off: when the temperature exceeds the set point, the system immediately cuts off heating power. In addition, the automatic leak detection function after oxygen charging further ensures the safety of operators and equipment.

Scenario 1: Turbine Oil Manufacturer – Batch Quality Control
A major turbine oil producer in East China uses the DFYF-117A to test every batch before shipment. Following SH/T 0193 at 150°C, the rotating bomb method allows rapid assessment of oxidation stability across different batches. The dual-bomb design enables two parallel tests simultaneously, effectively monitoring batch-to-batch consistency. The fully automated test procedure and automatic storage of pressure-time curves provide complete traceable quality data for every batch.
Scenario 2: Third-Party Testing Laboratory – High-Volume Commissioned Testing
A national-level oil testing centre in South China receives large numbers of turbine oil and insulating oil samples each month for oxidation stability testing. The DFYF-117A's industrial-grade PLC control system ensures stable and reliable operation even under continuous high-load conditions. The fully automated test procedure significantly increases daily throughput without requiring operator supervision. The imported quick-connect rotary joint technology completely eliminates high-speed rotation leakage, ensuring the authority of every test report.
Scenario 3: Mineral Insulating Oil Producer – Antioxidant Effectiveness Verification
An insulating oil producer uses the DFYF-117A to evaluate new mineral insulating oils containing 2,6-di-tert-butyl-p-cresol (DBPC). Following SH/T 0193 at 140°C, the rotating bomb method quickly verifies the effect of different antioxidant dosages on oxidation stability. The test results help the R&D team precisely determine the optimal additive formulation, ensuring stable antioxidant performance throughout the product's service life.
Category | Details |
Established | Since 1978 – over 45 years of experience in petroleum testing instruments |
Facility Size | 8,000+ m² modern production base in Dalian High-Tech Zone |
R&D Team | 15+ senior engineers specialising in oil analysis equipment |
Annual Capacity | 500+ units of various petroleum testing instruments |
Certifications | ISO 9001:2015 certified; products meet ASTM, ISO, GB/T, SH/T standards |
Export Markets | Southeast Asia, Middle East, Europe, South America, Africa |
Key Clients | National petrochemical labs, third-party testing centres, university research labs, lubricant manufacturers |
We don't just sell instruments. We provide complete testing solutions with 48-hour technical support response and lifetime remote assistance.


Standard Compliance: Fully conforms to SH/T 0193 and ASTM D2272
CE Marking: Available upon request (certificate number can be provided)
Calibration Certificate: Each unit comes with a factory calibration report traceable to national standards
Q1: What is the Rotating Bomb Oxidation Test (RBOT)?
A: The Rotating Bomb Oxidation Test is an accelerated oxidation test method that measures the induction period (in minutes) of an oil sample under high temperature, high pressure, and metal catalyst conditions. Specifically, the test specimen (50g±0.5g), water (5mL), and copper catalyst coil are placed in a glass sample holder inside the bomb. The bomb is charged with 620kPa of oxygen and rotated axially at 100 r/min at a 30° angle to the horizontal plane at 150°C (turbine oils) or 140°C (mineral insulating oils). The time required to reach a specified pressure drop is the oxidation stability of the sample. The longer the time, the better the oil's oxidation resistance and the longer its service life.
Q2: What is the relationship between SH/T 0193 and ASTM D2272?
A: SH/T 0193 is the Chinese petrochemical industry standard "Determination of Oxidation Stability of Lubricating Oils – Rotating Bomb Method", and ASTM D2272 is the American standard "Standard Test Method for Oxidation Stability of Steam Turbine Oils by Rotating Bomb". The two standards are technically equivalent. SH/T 0193 was first published in 1992, revised in 2008, and further updated as NB/SH/T 0193-2022 in 2022. The DFYF-117A fully complies with both standards.
Q3: What are the test temperatures?
A: Per SH/T 0193 and ASTM D2272, turbine oils are tested at 150°C, while mineral insulating oils are tested at 140°C. The DFYF-117A's temperature range covers ambient to 199.9°C, flexibly meeting the testing requirements of different sample types.
Q4: What are the advantages of industrial-grade PLC over microcontrollers?
A: Microcontroller-based solutions are low-cost but have weak anti-interference capability. Under prolonged high-temperature, continuous laboratory operation, they are prone to system crashes, program malfunctions, or data loss. Industrial-grade PLCs feature modular design with stronger electromagnetic interference resistance, wider operating temperature ranges, and higher system stability, ensuring long-term reliable operation under demanding conditions and significantly reducing failure rates and maintenance costs.
Q5: What are the benefits of the dual-bomb design?
A: The dual-bomb design allows two parallel tests to be conducted simultaneously. This is particularly valuable for quality control laboratories – it enables comparison of two samples under identical time, temperature, and pressure conditions, or verification of repeatability on the same batch, ensuring high data comparability and reliability.
Q6: Why is the imported quick-connect rotary joint important?
A: Under high-speed rotation at 100 r/min, conventional valve joints are prone to gradual leakage due to mechanical vibration and seal wear. Once leakage occurs, pressure curves show abnormal fluctuations, rendering test results invalid. The imported quick-connect rotary joint uses precision machining and specialised sealing materials to ensure zero leakage during continuous high-speed rotation, while also supporting rapid assembly and disassembly for improved operational efficiency.
Q7: What is your delivery time?
A: Standard delivery is 20–25 working days after order confirmation. For urgent needs, please contact us to check current stock.
Q8: What is your warranty policy?
A: 12 months from the date of shipment, excluding consumables (bomb seals, copper catalyst coils, etc.). Lifetime technical support is included.
Per SH/T 0193 / ASTM D2272, here is exactly how the DFYF-117A performs the rotating bomb test:
Step | Action | Details |
1 | Sample preparation | Weigh 50g±0.5g of sample into a glass sample holder, add 5mL distilled water and copper catalyst coil |
2 | Install bomb | Place the sample holder in the bomb, seal the lid, and connect the pressure sensor |
3 | Set temperature | Set 150°C (turbine oils) or 140°C (mineral insulating oils) via the 7-inch touch screen |
4 | Automatic oxygen charging | Click "Automatic Oxygen Charging" – the instrument automatically pressurises to 620kPa |
5 | Leak detection | The system automatically checks for leaks to ensure seal integrity |
6 | Rotation and heating | The bomb rotates axially at 100 r/min at a 30° angle to the horizontal plane with automatic temperature control |
7 | Real-time monitoring | The system displays the pressure-time curve in real time, automatically identifying the maximum pressure point and inflection point |
8 | Automatic termination | The test automatically ends when pressure drops 175kPa from the maximum value; oxidation time, pressure data, and complete curve are stored |
This transparent, standardised procedure allows your customers to understand exactly what they are buying and how the instrument works.

You Need | DFYF-117A Delivers |
Standard compliance | SH/T 0193, ASTM D2272 – recognised globally |
System stability | Industrial-grade PLC control – far superior to microcontroller solutions |
Temperature control accuracy | ±0.1°C – meets the most stringent test requirements |
Rotation reliability | Helical gear + spring-stabilised – low noise, long life |
Sealing performance | Imported quick-connect rotary joint – zero leakage at high-speed rotation |
Level of automation | Fully automatic oxygen charging, detection, calculation, and storage |
Testing efficiency | Dual-bomb design – supports parallel testing |
Safety protection | Over-temperature automatic power-off + automatic leak detection |
After-sales support | 12-month warranty + lifetime remote support |
Trust | Factory direct since 1978, ISO 9001 certified |
Dalian Analytical Instrument Factory
Carlos Zhang (Overseas Sales Manager)
�� Tel / WhatsApp / WeChat: +86 18740265556
�� Email: 54639288@qq.com
�� Address: 1-1, No.107 Guangxian Road, High-Tech Zone, Dalian, Liaoning, China (Zip code: 116023)
We don't write empty words. We provide data, facts, standards, and solutions – because that's what B2B buyers and Google truly value.

